













Surface de sable dégringolé en acier inoxydable
Vidéo de présentation
| Nom du produit | Té réducteur en acier inoxydable |
| Standard | ASTM A213, ASTM A312, ASTM A789, ASTM A790 |
| Qualité matérielle | 304/316L/2205 etc. |
| NPS | 1/2"-60" |
| Diamètre extérieur | 21,3 mm-1524 mm |
| Méthode de connexion | Soudé bout à bout |
| Surface | Sablage/roulage de sable |
| Brossé/Miroir : 400#, 600#, 800# ou plus | |
| Emballage | Sac en plastique/emballage tissé |
| Sacs tissés/boîtes en bois et autres méthodes d'emballage. |
Présentation du produit
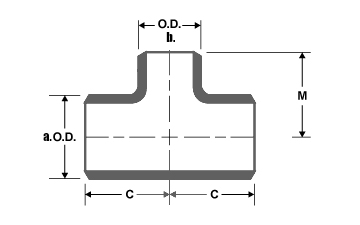
| DN | NPS | aOD | DBO | C | M |
| 15x8 | 1/2x1/4 | 21.3 | 13.5 | 25 | 25 |
| 15x10 | 1/2x3/8 | 21.3 | 17.2 | 25 | 25 |
| 20x10 | 3/4x3/8 | 26,9 | 17.2 | 29 | 29 |
| 20x15 | 3/4x1/2 | 26,9 | 21.3 | 29 | 29 |
| 25x15 | 1″x1/2 | 33,7 | 21.3 | 38 | 38 |
| 25x20 | 1″x3/4 | 33,7 | 26,9 | 38 | 38 |
| 32x15 | 1″1/4x1/2 | 42,4 | 21.3 | 48 | 48 |
| 32x20 | 1″1/4x3/4 | 42,4 | 26,9 | 48 | 48 |
| 32x25 | 1″1/4x1″ | 42,4 | 33,7 | 48 | 48 |
| 40x15 | 1″1/2x1/2 | 48.3 | 21.3 | 57 | 57 |
| 40x20 | 1″1/2x3/4 | 48.3 | 26,9 | 57 | 57 |
| 40x25 | 1″1/2x1″ | 48.3 | 33,7 | 57 | 57 |
| 40x32 | 1″1/2x1″1/4 | 48.3 | 42,4 | 57 | 57 |
| 50x20 | 2″x3/4 | 60,3 | 26,9 | 64 | 44 |
| 50x25 | 2″x1″ | 60,3 | 33,7 | 64 | 51 |
| 50x32 | 2″x1″1/4 | 60,3 | 42,4 | 64 | 57 |
| 50x40 | 2″x1″1/2 | 60,3 | 48.3 | 64 | 60 |
| 65x25 | 2″1/2x1″ | 73,0 | 33,7 | 76 | 57 |
| 65x32 | 2″1/2x1″1/4 | 73,0 | 42,4 | 76 | 64 |
| 65x40 | 2″1/2x1″1/2 | 73,0 | 48.3 | 76 | 67 |
| 65x50 | 2″1/2x2″ | 73,0 | 60,3 | 76 | 70 |
| 80x32 | 3″x1″1/4 | 88,9 | 42,4 | 86 | 70 |
| 80x40 | 3″x1″1/2 | 88,9 | 48.3 | 86 | 73 |
| 80x50 | 3″x2″ | 88,9 | 60,3 | 86 | 76 |
| 80x65 | 3″x2″1/2 | 88,9 | 73,0 | 86 | 83 |
| 90x40 | 3″1/2x1″1/2 | ||||
| 90x50 | 3″1/2x2″ | ||||
| 90x65 | 3″1/2x2″1/2 | ||||
| 90x80 | 3″1/2x3″ | ||||
| 42″x42″ | |||||
| 44″x44″ | |||||
| 46″x46″ | |||||
| 48″x48″ | |||||
| 52″x52″ | |||||
| 56″x56″ | |||||
| 60″x60″ |
Expansion des connaissances
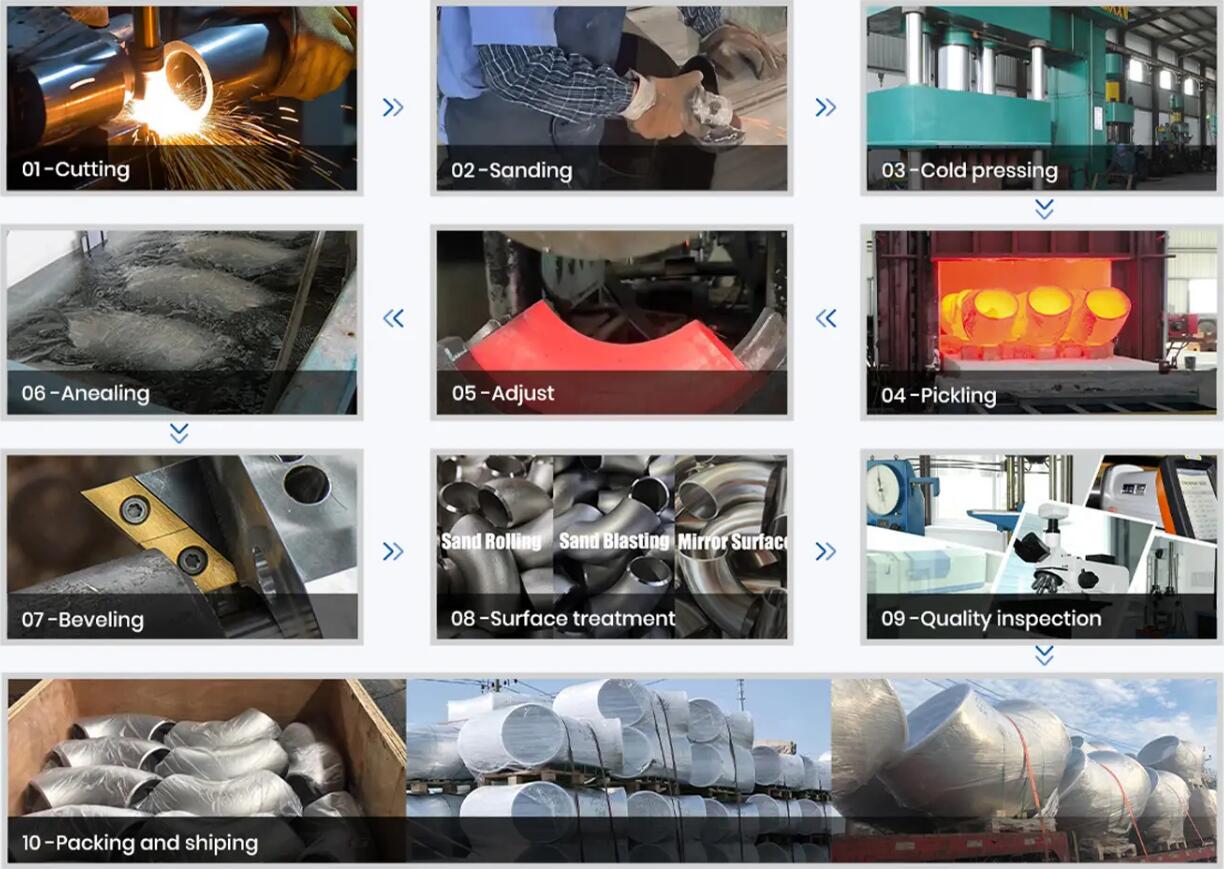
Processus de fabrication du té en acier inoxydable
Méthode de renflement hydraulique (formage à froid)
Le renflement hydraulique des tés en acier inoxydable est un processus de formage qui dilate les tuyaux de dérivation grâce à la compensation axiale des matériaux métalliques. Le processus consiste à utiliser une presse hydraulique spéciale pour injecter du liquide dans l'ébauche de tube du même diamètre que le té, et à presser l'ébauche de tube grâce au mouvement de centrage synchrone des deux cylindres latéraux horizontaux de la presse hydraulique. Le volume de l'ébauche de tube diminue après avoir été pressé, et l'intérieur de l'ébauche de tube devient plus petit. La pression du liquide augmente à mesure que le volume du tube diminue. Lorsque la pression nécessaire à l'expansion de la branche en té en acier inoxydable est atteinte, la matière métallique s'écoule le long de la cavité interne du moule sous la double action de la pression du liquide dans le cylindre latéral et le tube et dilate la branche.... ..
Pour plus de détails, cliquez sur « Processus de fabrication du té en acier inoxydable »Profil d'usine
Extérieur de l'usine
Plus de 10 000㎡Zone d'usine/30+ ans d'expérience dans la production d'acier inoxydable

affichage du certificat
Affichage de la ligne de production
Calibre de fabrication : DN15-DN2500



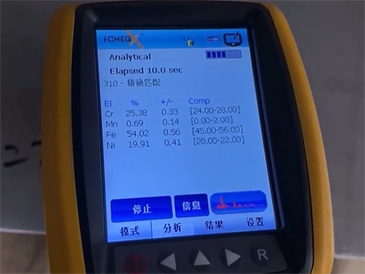
Affichage des tests de produits
Prise en charge de la détection de tiers


Affichage de l'inventaire ponctuel
Plus de 800 tonnes en stock, livraison rapide



Affichage de livraison
Assurer une belle livraison des produits


