ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಫ್ಲೇಂಜ್ಗಳಿಗೆ ಉತ್ಪಾದನಾ ಪ್ರಕ್ರಿಯೆಗಳ ವಿಧಗಳು
ಪೈಪ್ಲೈನ್ಗಳು ಮತ್ತು ಸಲಕರಣೆಗಳನ್ನು ಸಂಪರ್ಕಿಸಲು ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಫ್ಲೇಂಜ್ ಪ್ರಮುಖ ಅಂಶವಾಗಿದೆ. ಇದು ಹೆಚ್ಚಿನ ತಾಪಮಾನ ಪ್ರತಿರೋಧ, ತುಕ್ಕು ನಿರೋಧಕತೆ ಮತ್ತು ಉತ್ತಮ ಸೀಲಿಂಗ್ ಗುಣಲಕ್ಷಣಗಳನ್ನು ಹೊಂದಿದೆ. ಸಾಮಾನ್ಯ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಫ್ಲೇಂಜ್ ಉತ್ಪಾದನಾ ಪ್ರಕ್ರಿಯೆಗಳನ್ನು ಮುಖ್ಯವಾಗಿ ನಾಲ್ಕು ವಿಧಗಳಾಗಿ ವಿಂಗಡಿಸಲಾಗಿದೆ: ಮುನ್ನುಗ್ಗುವಿಕೆ, ಎರಕಹೊಯ್ದ, ಕತ್ತರಿಸುವುದು ಮತ್ತು ರೋಲಿಂಗ್.
(1) ಎರಕಹೊಯ್ದ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಫ್ಲೇಂಜ್
ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಫ್ಲೇಂಜ್ಗಳನ್ನು ಬಿತ್ತರಿಸಲು ಕರಗಿದ ಉಕ್ಕನ್ನು ಅಚ್ಚಿನೊಳಗೆ ಚುಚ್ಚುವ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಎರಕದ ವಿಧಾನ ಎಂದು ಕರೆಯಲಾಗುತ್ತದೆ. ಅನುಕೂಲಗಳೆಂದರೆ: ನಿಖರವಾದ ಆಕಾರ ಮತ್ತು ಖಾಲಿ ಗಾತ್ರ, ಸಣ್ಣ ಸಂಸ್ಕರಣೆಯ ಪರಿಮಾಣ, ಕಡಿಮೆ ವೆಚ್ಚ, ಮತ್ತು ಹೆಚ್ಚು ಸಂಕೀರ್ಣವಾದ ಆಕಾರಗಳನ್ನು ಉತ್ಪಾದಿಸಲು ಗ್ರಾಹಕರ ಅಗತ್ಯಗಳಿಗೆ ಅನುಗುಣವಾಗಿ ಅಚ್ಚು ಸರಿಹೊಂದಿಸಬಹುದು. ಅನಾನುಕೂಲಗಳು: ಎರಕದ ದೋಷಗಳು (ರಂಧ್ರಗಳು, ಬಿರುಕುಗಳು, ಸೇರ್ಪಡೆಗಳು), ಎರಕದ ಕಳಪೆ ಸುವ್ಯವಸ್ಥಿತ ಆಂತರಿಕ ರಚನೆ, ಕಳಪೆ ಕತ್ತರಿ ಬಲ ಮತ್ತು ಕರ್ಷಕ ಬಲ. ಸಹಜವಾಗಿ, ಅಂತಹ ನ್ಯೂನತೆಗಳನ್ನು ಕಡಿಮೆ ಮಾಡುವ ಹೆಚ್ಚಿನ ಎರಕಹೊಯ್ದ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಫ್ಲೇಂಜ್ ಪ್ರಕ್ರಿಯೆಗಳೂ ಇವೆ. ಉದಾಹರಣೆಗೆ, ಕೇಂದ್ರಾಪಗಾಮಿ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಫ್ಲೇಂಜ್ಗಳು ಎರಕಹೊಯ್ದ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಫ್ಲೇಂಜ್ಗಳ ಒಂದು ವಿಧವಾಗಿದೆ. ಕೇಂದ್ರಾಪಗಾಮಿ ವಿಧಾನವು ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಫ್ಲೇಂಜ್ಗಳನ್ನು ಉತ್ಪಾದಿಸಲು ನಿಖರವಾದ ಎರಕದ ವಿಧಾನವಾಗಿದೆ. ಈ ರೀತಿಯಲ್ಲಿ ಎರಕಹೊಯ್ದ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಫ್ಲೇಂಜ್ಗಳು ಸಾಮಾನ್ಯ ಮರಳು ಎರಕದ ಸಿದ್ಧತೆಗಳಿಗಿಂತ ಹೆಚ್ಚು ಸೂಕ್ಷ್ಮವಾಗಿರುತ್ತವೆ, ಗುಣಮಟ್ಟವು ಹೆಚ್ಚು ಸುಧಾರಿಸಿದೆ ಮತ್ತು ರಂಧ್ರಗಳು, ಬಿರುಕುಗಳು ಮತ್ತು ಟ್ರಾಕೋಮಾದಂತಹ ಸಮಸ್ಯೆಗಳಿಗೆ ಇದು ಕಡಿಮೆ ಒಳಗಾಗುತ್ತದೆ.ಕೆಳಗಿನವು ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಫ್ಲೇಂಜ್ಗಳ ಕೇಂದ್ರಾಪಗಾಮಿ ಎರಕದ ವಿವರವಾದ ವಿವರಣೆಯಾಗಿದೆ.

(2) ಖೋಟಾ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಫ್ಲೇಂಜ್
ಖೋಟಾ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಫ್ಲೇಂಜ್ಗಳು ಸಾಮಾನ್ಯವಾಗಿ ಎರಕಹೊಯ್ದ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಫ್ಲೇಂಜ್ಗಳಿಗಿಂತ ಕಡಿಮೆ ಕಾರ್ಬನ್ ಅಂಶವನ್ನು ಹೊಂದಿರುತ್ತವೆ ಮತ್ತು ತುಕ್ಕು ಹಿಡಿಯುವ ಸಾಧ್ಯತೆ ಕಡಿಮೆ. ಫೋರ್ಜಿಂಗ್ಗಳು ಉತ್ತಮ ಸ್ಟ್ರೀಮ್ಲೈನ್ಗಳನ್ನು ಮತ್ತು ದಟ್ಟವಾದ ರಚನೆಯನ್ನು ಹೊಂದಿವೆ. ಅವುಗಳ ಯಾಂತ್ರಿಕ ಗುಣಲಕ್ಷಣಗಳು ಎರಕಹೊಯ್ದ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಫ್ಲೇಂಜ್ಗಳಿಗಿಂತ ಉತ್ತಮವಾಗಿವೆ ಮತ್ತು ಅವು ಹೆಚ್ಚಿನ ಬರಿಯ ಪಡೆಗಳು ಮತ್ತು ಒತ್ತಡಗಳನ್ನು ತಡೆದುಕೊಳ್ಳಬಲ್ಲವು. ವಿಸ್ತರಣೆ.
ಸಾಮಾನ್ಯ ಖೋಟಾ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಫ್ಲೇಂಜ್ಗಳನ್ನು ನಕಲಿ ಮತ್ತು ನಕಲಿ ಮಾಡಲಾಗುತ್ತದೆ.
ಖೋಟಾ ಚಾಚುಪಟ್ಟಿಯು ಲೋಹದ ವಸ್ತುಗಳ ಬಿಸಿ ಸಂಸ್ಕರಣೆಯಿಂದ ರೂಪುಗೊಂಡ ಚಾಚುಪಟ್ಟಿಯಾಗಿದೆ ಮತ್ತು ನಂತರ ಸೋಲಿಸುತ್ತದೆ. ಲೋಹದ ವಸ್ತುವನ್ನು ಕ್ರಮೇಣವಾಗಿ ವಿರೂಪಗೊಳಿಸಲು ಹೆಚ್ಚಿನ ತಾಪಮಾನ ಮತ್ತು ಹೆಚ್ಚಿನ ಒತ್ತಡವನ್ನು ಬಳಸುವುದು ಈ ಪ್ರಕ್ರಿಯೆಯ ಮುಖ್ಯ ಲಕ್ಷಣವಾಗಿದೆ, ಇದರಿಂದಾಗಿ ಅದರ ಆಕಾರ ಮತ್ತು ಕಾರ್ಯಕ್ಷಮತೆಯನ್ನು ಹೊಂದುವಂತೆ ಮಾಡಲಾಗುತ್ತದೆ.
ಖೋಟಾ ಚಾಚುಪಟ್ಟಿ ಮತ್ತು ಖೋಟಾ ಚಾಚುಪಟ್ಟಿ ನಡುವಿನ ವ್ಯತ್ಯಾಸವೆಂದರೆ ಇದು ಲೋಹದ ವಸ್ತುಗಳನ್ನು ಅಚ್ಚು ಮಾಡಲು ಯಾಂತ್ರಿಕ ಕಾರ್ಯಾಚರಣೆಯನ್ನು ಬಳಸುತ್ತದೆ, ಇದು ಖೋಟಾ ಫ್ಲೇಂಜ್ನಂತೆಯೇ ಲೋಹದ ಸಂಸ್ಕರಣಾ ಪ್ರಕ್ರಿಯೆಯಾಗಿದೆ. ಈ ಪ್ರಕ್ರಿಯೆಯು ಹಸ್ತಚಾಲಿತ ಮುನ್ನುಗ್ಗುವಿಕೆಗಿಂತ ಹೆಚ್ಚಾಗಿ ವಿರೂಪಗೊಳಿಸುವಿಕೆಗೆ ಸಂಬಂಧಿಸಿದೆ.
ಈ ಕೆಳಗಿನವು ನಕಲಿ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಫ್ಲೇಂಜ್ಗಳು ಮತ್ತು ಖೋಟಾ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಫ್ಲೇಂಜ್ಗಳ ವಿವರವಾದ ವಿವರಣೆಯಾಗಿದೆ.

(3) ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಫ್ಲೇಂಜ್ ಅನ್ನು ಕತ್ತರಿಸಿ
ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಮಧ್ಯಮ ಪ್ಲೇಟ್ನಲ್ಲಿ ಫ್ಲೇಂಜ್ನ ಒಳ ಮತ್ತು ಹೊರಗಿನ ವ್ಯಾಸ ಮತ್ತು ದಪ್ಪದ ಡಿಸ್ಕ್ಗಳನ್ನು ನೇರವಾಗಿ ಕತ್ತರಿಸಿ, ತದನಂತರ ಬೋಲ್ಟ್ ರಂಧ್ರಗಳು ಮತ್ತು ನೀರಿನ ರೇಖೆಗಳನ್ನು ಪ್ರಕ್ರಿಯೆಗೊಳಿಸಿ. ಕತ್ತರಿಸಿದ ಮತ್ತು ಉತ್ಪಾದಿಸಲಾದ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಫ್ಲೇಂಜ್ಗಳ ಗಾತ್ರವು ಸಾಮಾನ್ಯವಾಗಿ DN150 ಅನ್ನು ಮೀರುವುದಿಲ್ಲ. ಗಾತ್ರವು DN150 ಅನ್ನು ಮೀರಿದರೆ, ವೆಚ್ಚವು ಗಮನಾರ್ಹವಾಗಿ ಹೆಚ್ಚಾಗುತ್ತದೆ.
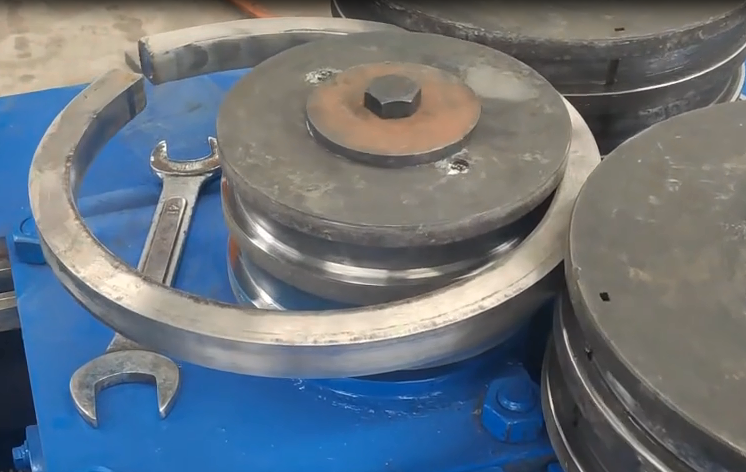
(4) ರೋಲ್ಡ್ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಫ್ಲೇಂಜ್
ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಮಧ್ಯಮ ಪ್ಲೇಟ್ಗಳನ್ನು ಸ್ಟ್ರಿಪ್ಗಳಾಗಿ ಕತ್ತರಿಸಿ ನಂತರ ಅವುಗಳನ್ನು ವೃತ್ತಗಳಾಗಿ ಸುತ್ತುವ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಕೆಲವು ದೊಡ್ಡ ಸ್ಟೇನ್ಲೆಸ್ ಸ್ಟೀಲ್ ಫ್ಲೇಂಜ್ಗಳ ಉತ್ಪಾದನೆಯಲ್ಲಿ ಹೆಚ್ಚಾಗಿ ಬಳಸಲಾಗುತ್ತದೆ. ಯಶಸ್ವಿ ರೋಲಿಂಗ್ ನಂತರ, ಅದನ್ನು ಬೆಸುಗೆ ಹಾಕಲಾಗುತ್ತದೆ, ನಂತರ ಚಪ್ಪಟೆಗೊಳಿಸಲಾಗುತ್ತದೆ ಮತ್ತು ನಂತರ ವಾಟರ್ಲೈನ್ ಮತ್ತು ಬೋಲ್ಟ್ ರಂಧ್ರಗಳನ್ನು ಸಂಸ್ಕರಿಸಲಾಗುತ್ತದೆ. ಕಚ್ಚಾ ವಸ್ತುವು ಮಧ್ಯಮ ಪ್ಲೇಟ್ ಆಗಿರುವುದರಿಂದ, ಸಾಂದ್ರತೆಯು ಉತ್ತಮವಾಗಿರುತ್ತದೆ. ರೋಲ್ಡ್ ಫ್ಲೇಂಜ್ನ ಇಂಟರ್ಫೇಸ್ನಲ್ಲಿ ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಯು ಪ್ರಮುಖ ಆದ್ಯತೆಯಾಗಿದೆ, ಮತ್ತು ಎಕ್ಸ್-ರೇ ಅಥವಾ ಅಲ್ಟ್ರಾಸಾನಿಕ್ ಫಿಲ್ಮ್ ತಪಾಸಣೆ ಅಗತ್ಯವಿದೆ.