










ਸਟੀਲ ਫਲੈਂਜ ਕਾਸਟਿੰਗ ਪ੍ਰਕਿਰਿਆ - ਸੈਂਟਰਿਫਿਊਗਲ ਕਾਸਟਿੰਗ ਵਿਧੀ
ਅਸੀਂ ਹਾਈ-ਸਪੀਡ ਰੋਟੇਟਿੰਗ ਮੋਲਡ ਵਿੱਚ ਧਾਤ ਦੇ ਤਰਲ ਨੂੰ ਇੰਜੈਕਟ ਕਰਦੇ ਹਾਂ, ਇਸਨੂੰ ਅੰਦਰਲੀ ਕੰਧ 'ਤੇ ਬਰਾਬਰ ਫੈਲਾਉਣ ਲਈ ਸੈਂਟਰਿਫਿਊਗਲ ਬਲ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹਾਂ, ਅਤੇ ਇਸ ਦੇ ਠੋਸ ਹੋਣ ਤੋਂ ਬਾਅਦ, ਲੋੜੀਂਦੀ ਸਟੇਨਲੈੱਸ ਸਟੀਲ ਫਲੈਂਜ ਕਾਸਟਿੰਗ ਵਿਧੀ ਨੂੰ ਸਟੇਨਲੈੱਸ ਸਟੀਲ ਫਲੈਂਜ ਸੈਂਟਰਿਫਿਊਗਲ ਕਾਸਟਿੰਗ ਵਿਧੀ ਕਿਹਾ ਜਾਂਦਾ ਹੈ। ਸਧਾਰਣ ਰੇਤ ਕਾਸਟਿੰਗ ਦੀ ਤੁਲਨਾ ਵਿੱਚ, ਇਸ ਕਾਸਟਿੰਗ ਵਿਧੀ ਵਿੱਚ ਬਹੁਤ ਵਧੀਆ ਬਣਤਰ ਹੈ, ਗੁਣਵੱਤਾ ਵਿੱਚ ਬਹੁਤ ਸੁਧਾਰ ਹੋਇਆ ਹੈ, ਅਤੇ ਢਿੱਲੀ ਟਿਸ਼ੂ, ਪੋਰਸ, ਅਤੇ ਟ੍ਰੈਕੋਮਾ ਵਰਗੀਆਂ ਸਮੱਸਿਆਵਾਂ ਲਈ ਘੱਟ ਸੰਭਾਵਿਤ ਹੈ।
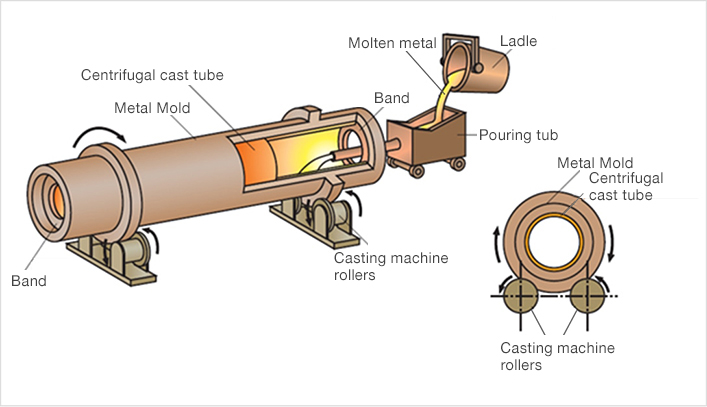
ਹੇਠਾਂ ਸੈਂਟਰਿਫਿਊਗਲ ਵਿਧੀ ਦੁਆਰਾ ਸਟੇਨਲੈਸ ਸਟੀਲ ਫਲੈਂਜਾਂ ਦੇ ਉਤਪਾਦਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦੇ ਪ੍ਰਵਾਹ ਨੂੰ ਪੇਸ਼ ਕਰੇਗਾ:
①ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਵਿੱਚ ਬਦਲਣ ਲਈ ਇਸ ਨੂੰ ਪਿਘਲਣ ਲਈ ਮੱਧਮ ਫ੍ਰੀਕੁਐਂਸੀ ਵਾਲੀ ਇਲੈਕਟ੍ਰਿਕ ਫਰਨੇਸ ਵਿੱਚ ਚੁਣੇ ਗਏ ਸਟੇਨਲੈੱਸ ਸਟੀਲ ਵਿੱਚ ਪਾਓ;
② ਸਟੀਲ ਫਲੈਂਜ ਮੋਲਡ ਨੂੰ ਪਹਿਲਾਂ ਤੋਂ ਗਰਮ ਕਰੋ ਅਤੇ ਇਸਨੂੰ ਸਥਿਰ ਤਾਪਮਾਨ 'ਤੇ ਰੱਖੋ;
③ਸੈਂਟਰੀਫਿਊਜ ਨੂੰ ਚਾਲੂ ਕਰੋ ਅਤੇ ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਨੂੰ ਪੜਾਅ ① ਵਿੱਚ ਪਹਿਲਾਂ ਤੋਂ ਗਰਮ ਸਟੇਨਲੈੱਸ ਸਟੀਲ ਫਲੈਂਜ ਮੋਲਡ ਵਿੱਚ ਟੀਕਾ ਲਗਾਓ ②;
④ ਲਗਾਤਾਰ ਘੁੰਮਣ ਤੋਂ ਬਾਅਦ, ਕੁਦਰਤੀ ਤੌਰ 'ਤੇ 800-900℃ ਤੱਕ ਠੰਡਾ ਰੱਖੋ ਅਤੇ 1-10 ਮਿੰਟਾਂ ਲਈ ਹੋਲਡ ਕਰੋ;
⑤ ਸਾਧਾਰਨ ਤਾਪਮਾਨ ਦੇ ਨੇੜੇ ਹੋਣ ਲਈ ਪਾਣੀ ਨਾਲ ਠੰਡਾ ਕਰੋ, ਸਟੇਨਲੈੱਸ ਸਟੀਲ ਫਲੈਂਜ ਨੂੰ ਡਿਮੋਲਡ ਕਰੋ ਅਤੇ ਬਾਹਰ ਕੱਢੋ।
⑥ਅੰਦਰੂਨੀ ਕੰਧ 'ਤੇ ਅਸ਼ੁੱਧੀਆਂ ਨੂੰ ਹਟਾਉਣ ਅਤੇ ਲੋੜੀਂਦੇ ਪੇਚ ਦੇ ਛੇਕ ਦੀ ਪ੍ਰਕਿਰਿਆ ਕਰਨ ਲਈ ਖਰਾਦ ਦੀ ਵਰਤੋਂ ਕਰੋ।