Vrste proizvodnih procesov za prirobnice iz nerjavnega jekla
Prirobnica iz nerjavečega jekla je pomemben sestavni del za povezovanje cevovodov in opreme. Ima značilnosti visoke temperaturne odpornosti, odpornosti proti koroziji in dobrega tesnjenja. Običajni proizvodni procesi prirobnic iz nerjavečega jekla so v glavnem razdeljeni na štiri vrste: kovanje, litje, rezanje in valjanje.
(1) Lita prirobnica iz nerjavečega jekla
Postopek vbrizgavanja staljenega jekla v kalup za ulivanje prirobnic iz nerjavnega jekla se imenuje metoda litja. Prednosti so: natančna oblika in velikost surovca, majhen obseg obdelave, nizki stroški in kalup je mogoče prilagoditi glede na potrebe kupca za izdelavo bolj zapletenih oblik. Slabosti: Napake ulitka (pore, razpoke, vključki), slaba pretočna notranja struktura ulitka, slaba strižna in natezna sila. Seveda obstajajo tudi postopki prirobnic iz nerjavečega jekla, ki lahko zmanjšajo te pomanjkljivosti. Na primer, centrifugalne prirobnice iz nerjavečega jekla so vrsta litih prirobnic iz nerjavečega jekla. Centrifugalna metoda je natančna metoda litja za izdelavo prirobnic iz nerjavečega jekla. Prirobnice iz nerjavečega jekla, ulite na ta način, so veliko bolj fine od običajnih pripravkov za litje v pesek, kakovost je veliko izboljšana in je manj nagnjena k težavam, kot so pore, razpoke in trahom.Sledi podrobna razlaga centrifugalnega litja prirobnic iz nerjavečega jekla.

(2) Kovana prirobnica iz nerjavečega jekla
Kovane prirobnice iz nerjavečega jekla imajo na splošno nižjo vsebnost ogljika kot lite prirobnice iz nerjavečega jekla in je manj verjetno, da bodo rjavele. Odkovki imajo dobre pretočne linije in gostejšo strukturo. Njihove mehanske lastnosti so boljše kot pri prirobnicah iz litega nerjavečega jekla in lahko prenesejo večje strižne sile in napetosti. Razširitev.
Običajne kovane prirobnice iz nerjavečega jekla so kovane in kovane.
Kovana prirobnica je prirobnica, oblikovana z vročo obdelavo kovinskih materialov in nato udarjanjem. Glavna značilnost tega postopka je uporaba visoke temperature in visokega tlaka za postopno deformacijo kovinskega materiala, tako da sta njegova oblika in zmogljivost optimizirani.
Razlika med kovano prirobnico in kovano prirobnico je v tem, da uporablja mehansko delovanje za oblikovanje kovinskih materialov, postopek obdelave kovin je podoben postopku kovane prirobnice. Ta postopek je bolj povezan z deformacijo kovanja kot z ročnim kovanjem.
Sledi podrobna razlaga kovanih prirobnic iz nerjavečega jekla in kovanih prirobnic iz nerjavečega jekla.

(3) Izrezana prirobnica iz nerjavečega jekla
Neposredno izrežite diske notranjega in zunanjega premera in debeline prirobnice na srednji plošči iz nerjavečega jekla, nato pa obdelajte luknje za vijake in vodne cevi. Velikost izrezanih in proizvedenih prirobnic iz nerjavečega jekla običajno ne presega DN150. Če velikost presega DN150, se bodo stroški znatno povečali.
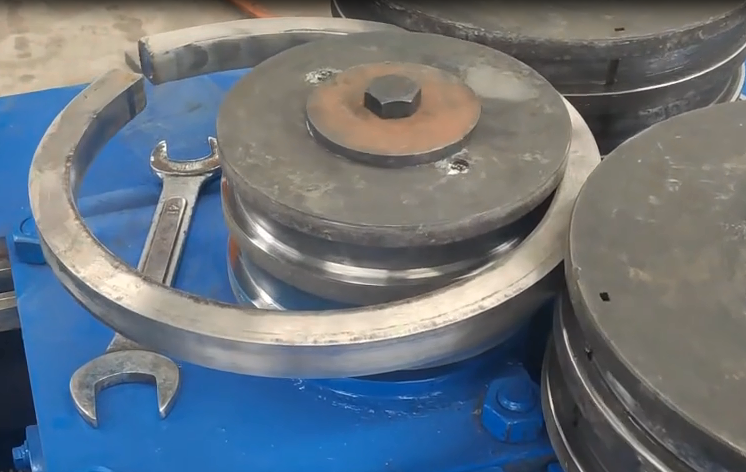
(4) Valjana prirobnica iz nerjavečega jekla
Postopek rezanja srednjih plošč iz nerjavečega jekla na trakove in njihovega nato valjanja v kroge se večinoma uporablja pri izdelavi nekaterih velikih prirobnic iz nerjavečega jekla. Po uspešnem valjanju se zvari, nato splošči in nato obdela vodna črta in luknje za vijake. Ker je surovina srednja plošča, je gostota dobra. Postopek varjenja na vmesniku valjane prirobnice je glavna prednostna naloga, potreben pa je rentgenski ali ultrazvočni pregled filma.