













Iz nerjavečega jekla Reducing Tee Prevrnjena peščena površina
Video uvod
| ime izdelka | Reducirna majica iz nerjavečega jekla |
| Standardno | ASTM A213, ASTM A312, ASTM A789, ASTM A790 |
| Razred materiala | 304/316L/2205 itd. |
| NPS | 1/2”-60” |
| Zunanji premer | 21,3 mm-1524 mm |
| Način povezave | Čelno varjeno |
| Površina | Peskanje/valjanje peska |
| Brušeno/zrcalno: 400#, 600#, 800# ali več | |
| Pakiranje | Plastična vrečka/tkana embalaža |
| Tkane vrečke/lesene škatle in druge metode pakiranja. |
Predstavitev izdelka
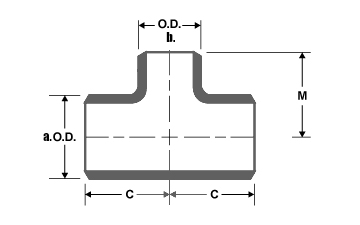
| DN | NPS | aOD | BOD | C | M |
| 15x8 | 1/2x1/4 | 21.3 | 13.5 | 25 | 25 |
| 15x10 | 1/2x3/8 | 21.3 | 17.2 | 25 | 25 |
| 20x10 | 3/4x3/8 | 26.9 | 17.2 | 29 | 29 |
| 20x15 | 3/4x1/2 | 26.9 | 21.3 | 29 | 29 |
| 25x15 | 1″x1/2 | 33.7 | 21.3 | 38 | 38 |
| 25x20 | 1″x3/4 | 33.7 | 26.9 | 38 | 38 |
| 32x15 | 1″1/4x1/2 | 42.4 | 21.3 | 48 | 48 |
| 32x20 | 1″1/4x3/4 | 42.4 | 26.9 | 48 | 48 |
| 32x25 | 1″1/4x1″ | 42.4 | 33.7 | 48 | 48 |
| 40x15 | 1″1/2x1/2 | 48.3 | 21.3 | 57 | 57 |
| 40x20 | 1″1/2x3/4 | 48.3 | 26.9 | 57 | 57 |
| 40x25 | 1″1/2x1″ | 48.3 | 33.7 | 57 | 57 |
| 40x32 | 1″1/2x1″1/4 | 48.3 | 42.4 | 57 | 57 |
| 50x20 | 2″x3/4 | 60.3 | 26.9 | 64 | 44 |
| 50x25 | 2″x1″ | 60.3 | 33.7 | 64 | 51 |
| 50x32 | 2″x1″1/4 | 60.3 | 42.4 | 64 | 57 |
| 50x40 | 2″x1″1/2 | 60.3 | 48.3 | 64 | 60 |
| 65x25 | 2″1/2x1″ | 73,0 | 33.7 | 76 | 57 |
| 65x32 | 2″1/2x1″1/4 | 73,0 | 42.4 | 76 | 64 |
| 65x40 | 2″1/2x1″1/2 | 73,0 | 48.3 | 76 | 67 |
| 65x50 | 2″1/2x2″ | 73,0 | 60.3 | 76 | 70 |
| 80x32 | 3″x1″1/4 | 88.9 | 42.4 | 86 | 70 |
| 80x40 | 3″x1″1/2 | 88.9 | 48.3 | 86 | 73 |
| 80x50 | 3″x2″ | 88.9 | 60.3 | 86 | 76 |
| 80x65 | 3″x2″1/2 | 88.9 | 73,0 | 86 | 83 |
| 90x40 | 3″1/2x1″1/2 | ||||
| 90x50 | 3″1/2x2″ | ||||
| 90x65 | 3″1/2x2″1/2 | ||||
| 90x80 | 3″1/2x3″ | ||||
| 42″x42″ | |||||
| 44" x 44" | |||||
| 46"x46" | |||||
| 48" x 48" | |||||
| 52″x52″ | |||||
| 56"x56" | |||||
| 60″x60″ |
Razširitev znanja
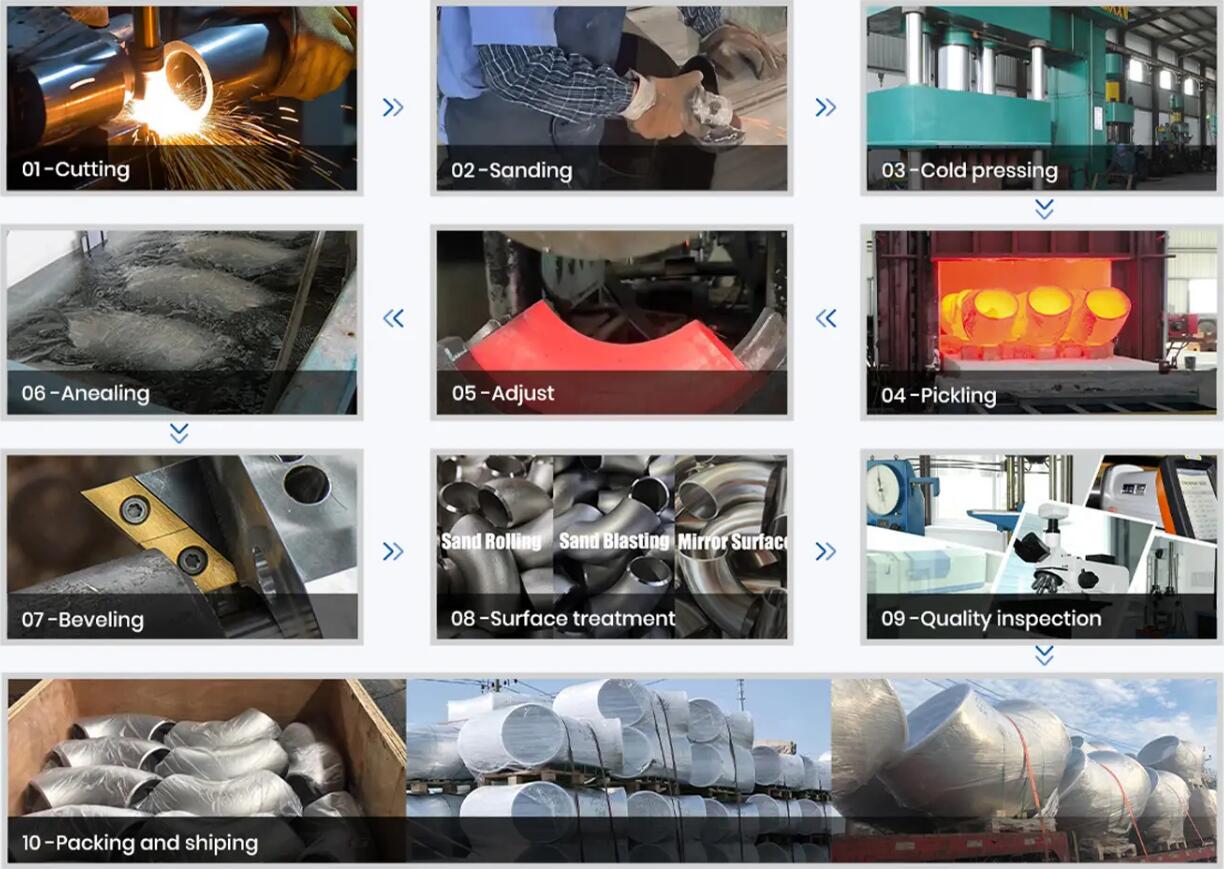
Postopek izdelave tee iz nerjavečega jekla
Metoda hidravličnega izbočenja (hladno oblikovanje)
Hidravlično izbočenje T-cev iz nerjavečega jekla je postopek oblikovanja, ki razširi odcepne cevi z aksialno kompenzacijo kovinskih materialov. Postopek je uporaba posebne hidravlične stiskalnice za vbrizgavanje tekočine v surovec cevi z enakim premerom kot T-cev in stiskanje surovca cevi skozi sinhrono centrirno gibanje dveh vodoravnih stranskih valjev hidravlične stiskalnice. Prostornina surovca cevi se po stiskanju zmanjša, notranjost surovca pa se zmanjša. Tlak tekočine narašča, ko se prostornina cevi manjša. Ko je dosežen tlak, ki je potreben za raztezanje T-odcepa iz nerjavečega jekla, teče kovinski material vzdolž notranje votline kalupa pod dvojnim delovanjem tlaka tekočine v stranskem cilindru in cevi ter razširi odcep.... ..
Za podrobnosti kliknite "Postopek izdelave tee iz nerjavečega jekla"Tovarniški profil
Zunanjost tovarne
10.000+㎡Tovarniško območje/30+ let izkušenj s proizvodnjo nerjavnega jekla

prikaz potrdila
Prikaz proizvodne linije
Proizvodni kaliber: DN15-DN2500



Prikaz testiranja izdelka
Podpira zaznavanje tretjih oseb


Točkovni prikaz inventarja
800+ ton na zalogi, hitra dostava



Prikaz dostave
Poskrbite za lepo dostavo izdelkov


