













Відновлююча поверхня з піску з нержавіючої сталі
Відео Вступ
| Назва продукту | Перехідний трійник з нержавіючої сталі |
| Стандартний | ASTM A213, ASTM A312, ASTM A789, ASTM A790 |
| Клас матеріалу | 304/316L/2205 тощо. |
| NPS | 1/2”-60” |
| Зовнішній діаметр | 21,3 мм-1524 мм |
| Спосіб підключення | Зварні встик |
| Поверхня | Піскоструминна обробка/Піскокочування |
| Матовий/дзеркальний: 400#, 600#, 800# або більше | |
| Упаковка | Пластиковий мішок/плетена упаковка |
| Ткані мішки/дерев'яні ящики та інші способи пакування. |
Ознайомлення з продуктом
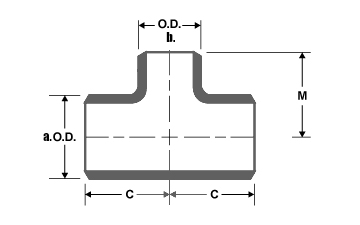
| DN | NPS | aOD | БПК | C | М |
| 15x8 | 1/2x1/4 | 21.3 | 13.5 | 25 | 25 |
| 15x10 | 1/2x3/8 | 21.3 | 17.2 | 25 | 25 |
| 20x10 | 3/4x3/8 | 26.9 | 17.2 | 29 | 29 |
| 20x15 | 3/4x1/2 | 26.9 | 21.3 | 29 | 29 |
| 25x15 | 1″x1/2 | 33.7 | 21.3 | 38 | 38 |
| 25x20 | 1″x3/4 | 33.7 | 26.9 | 38 | 38 |
| 32x15 | 1″1/4x1/2 | 42.4 | 21.3 | 48 | 48 |
| 32x20 | 1″1/4x3/4 | 42.4 | 26.9 | 48 | 48 |
| 32x25 | 1″1/4x1″ | 42.4 | 33.7 | 48 | 48 |
| 40x15 | 1″1/2x1/2 | 48.3 | 21.3 | 57 | 57 |
| 40x20 | 1″1/2x3/4 | 48.3 | 26.9 | 57 | 57 |
| 40x25 | 1″1/2x1″ | 48.3 | 33.7 | 57 | 57 |
| 40x32 | 1″1/2x1″1/4 | 48.3 | 42.4 | 57 | 57 |
| 50х20 | 2″x3/4 | 60.3 | 26.9 | 64 | 44 |
| 50x25 | 2″x1″ | 60.3 | 33.7 | 64 | 51 |
| 50x32 | 2″x1″1/4 | 60.3 | 42.4 | 64 | 57 |
| 50х40 | 2″x1″1/2 | 60.3 | 48.3 | 64 | 60 |
| 65x25 | 2″1/2x1″ | 73,0 | 33.7 | 76 | 57 |
| 65x32 | 2″1/2x1″1/4 | 73,0 | 42.4 | 76 | 64 |
| 65x40 | 2″1/2x1″1/2 | 73,0 | 48.3 | 76 | 67 |
| 65x50 | 2″1/2x2″ | 73,0 | 60.3 | 76 | 70 |
| 80x32 | 3″x1″1/4 | 88.9 | 42.4 | 86 | 70 |
| 80x40 | 3″x1″1/2 | 88.9 | 48.3 | 86 | 73 |
| 80x50 | 3"x2" | 88.9 | 60.3 | 86 | 76 |
| 80x65 | 3″x2″1/2 | 88.9 | 73,0 | 86 | 83 |
| 90x40 | 3″1/2x1″1/2 | ||||
| 90x50 | 3″1/2x2″ | ||||
| 90x65 | 3″1/2x2″1/2 | ||||
| 90х80 | 3″1/2x3″ | ||||
| 42"x42" | |||||
| 44"x44" | |||||
| 46"x46" | |||||
| 48"x48" | |||||
| 52"x52" | |||||
| 56"x56" | |||||
| 60"x60" |
Розширення знань
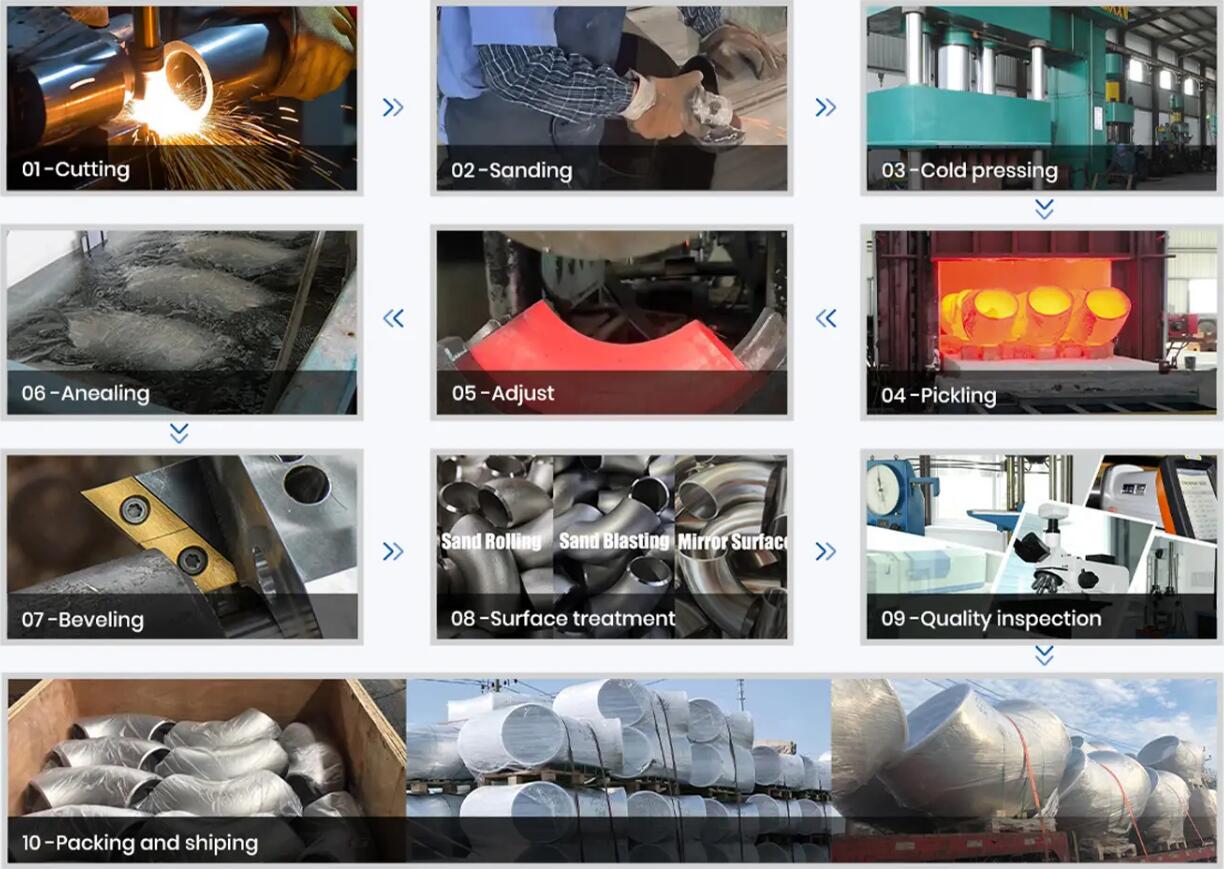
Процес виготовлення трійника з нержавіючої сталі
Гідравлічний метод видавлювання (холодне формування)
Гідравлічне видавлювання трійників з нержавіючої сталі - це процес формування, який розширює патрубки за рахунок осьової компенсації металевих матеріалів. Процес полягає у використанні спеціального гідравлічного преса для впорскування рідини в трубну заготовку такого ж діаметру, як і трійник, і стискання трубної заготовки завдяки синхронному центруванню двох горизонтальних бокових циліндрів гідравлічного преса. Об’єм трубної заготовки стає меншим після стискання, а внутрішня частина трубної заготовки стає меншою. Тиск рідини зростає в міру зменшення об’єму трубки. Коли досягається тиск, необхідний для розширення гілки трійника з нержавіючої сталі, металевий матеріал тече вздовж внутрішньої порожнини прес-форми під подвійною дією тиску рідини в бічному циліндрі та трубі та розширює гілку.... ..
Щоб дізнатися більше, натисніть «Процес виготовлення трійника з нержавіючої сталі»Заводський профіль
Екстер'єр заводу
10 000+㎡Заводська площа/30+ років досвіду виробництва нержавіючої сталі

відображення сертифіката
Дисплей виробничої лінії
Виробничий калібр: DN15-DN2500



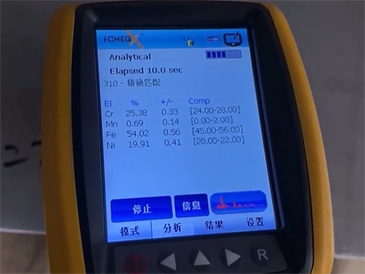
Дисплей тестування продукту
Підтримка виявлення третьої сторони


Місцеве відображення запасів
800+ тонн в наявності, швидка доставка



Дисплей доставки
Забезпечити красиву доставку продукції


