Тот баспайтын болаттан жасалған фланецтерді өндіру процестерінің түрлері
Тот баспайтын болаттан жасалған фланец құбырлар мен жабдықты қосу үшін маңызды компонент болып табылады. Ол жоғары температураға төзімділік, коррозияға төзімділік және жақсы тығыздау сипаттамаларына ие. Тот баспайтын болаттан жасалған фланецті өндірудің жалпы процестері негізінен төрт түрге бөлінеді: соғу, құю, кесу және илемдеу.
(1) Тот баспайтын болаттан құйылған фланец
Тот баспайтын болаттан жасалған фланецтерді құю үшін балқытылған болатты қалыпқа айдау процесі құю әдісі деп аталады. Артықшылықтары: дайындаманың нақты пішіні мен өлшемі, өңдеудің шағын көлемі, төмен құны және пішінді тұтынушының қажеттіліктеріне сәйкес реттеуге болады, ол күрделі пішіндерді шығаруға мүмкіндік береді. Кемшіліктері: Құю ақаулары (кеуектер, жарықтар, қосындылар), құйманың нашар реттелген ішкі құрылымы, нашар кесу күші және созылу күші. Әрине, мұндай кемшіліктерді азайтатын тот баспайтын болаттан жасалған жоғары құйылған фланец процестері де бар. Мысалы, центрифугалық тот баспайтын болаттан жасалған фланецтер тот баспайтын болаттан құйылған фланецтердің бір түрі болып табылады. Орталықтан тепкіш әдіс тот баспайтын болаттан жасалған фланецтерді өндіруге арналған дәл құю әдісі болып табылады. Осылайша құйылған тот баспайтын болаттан жасалған фланецтер кәдімгі құм құю препараттарына қарағанда әлдеқайда жұқа, сапасы әлдеқайда жақсарған және кеуектер, жарықтар және трахома сияқты мәселелерге бейім емес.Төменде тот баспайтын болаттан жасалған фланецтерді орталықтан тепкіш құюдың егжей-тегжейлі түсіндірмесі берілген.

(2) Тот баспайтын болаттан жасалған соғылған фланец
Тот баспайтын болаттан жасалған соғылған фланецтер әдетте құйылған тот баспайтын болаттан жасалған фланецтерге қарағанда көміртегінің мөлшері төмен және тот басу ықтималдығы аз. Соғылмалардың жақсы ағындары және тығыз құрылымы бар. Олардың механикалық қасиеттері құйылған тот баспайтын болаттан жасалған фланецтерге қарағанда жақсырақ және олар жоғары ығысу күштері мен кернеулеріне төтеп бере алады. Кеңейтім.
Жалпы соғылған тот баспайтын болаттан жасалған фланецтер соғылған және соғылған.
Соғылған фланец - бұл металл материалдарды ыстық өңдеуден кейін соғу арқылы жасалған фланец. Бұл процестің негізгі ерекшелігі - оның пішіні мен өнімділігі оңтайландырылатын етіп металл материалды біртіндеп деформациялау үшін жоғары температура мен жоғары қысымды қолдану.
Соғылған фланец пен соғылған фланецтің айырмашылығы - ол металл материалдарды қалыптау үшін механикалық операцияны қолданады, бұл соғылған фланецке ұқсас металды өңдеу процесі. Бұл процесс қолмен соғудан гөрі соғу деформациясымен байланысты.
Төменде тот баспайтын болаттан жасалған соғылған фланецтер мен тот баспайтын болаттан жасалған фланецтердің егжей-тегжейлі түсіндірмесі берілген.

(3) Тот баспайтын болаттан жасалған фланецті кесіңіз
Тот баспайтын болаттан жасалған орташа пластинадағы фланецтің ішкі және сыртқы диаметрі мен қалыңдығы дискілерін тікелей кесіп тастаңыз, содан кейін болт саңылаулары мен су құбырларын өңдеңіз. Кесілген және өндірілген тот баспайтын болаттан жасалған фланецтердің өлшемі әдетте DN150-ден аспайды. Егер мөлшері DN150-ден асса, құны айтарлықтай артады.
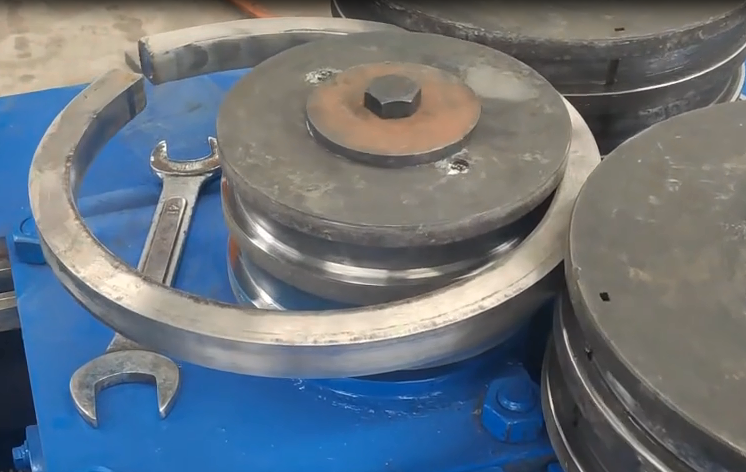
(4) Тот баспайтын болаттан жасалған илектелген фланец
Тот баспайтын болаттан жасалған орташа пластиналарды жолақтарға кесу, содан кейін оларды шеңберлерге айналдыру процесі көбінесе тот баспайтын болаттан жасалған кейбір үлкен фланецтерді өндіруде қолданылады. Сәтті илектеуден кейін ол дәнекерленген, содан кейін тегістеледі, содан кейін су құбыры мен болттардың тесіктері өңделеді. Шикізат орташа табақ болғандықтан, тығыздығы жақсы. Домаланған фланецтің интерфейсіндегі дәнекерлеу процесі бірінші кезектегі міндет болып табылады және рентгендік немесе ультрадыбыстық пленкамен тексеру қажет.