Nerūdijančio plieno flanšų gamybos procesų tipai
Nerūdijančio plieno flanšas yra svarbus vamzdynų ir įrangos sujungimo komponentas. Jis pasižymi atsparumu aukštai temperatūrai, atsparumu korozijai ir geru sandarumu. Įprasti nerūdijančio plieno flanšų gamybos procesai daugiausia skirstomi į keturis tipus: kalimą, liejimą, pjovimą ir valcavimą.
(1) Lietas nerūdijančio plieno flanšas
Išlydyto plieno įpurškimo į formą procesas, norint išlieti nerūdijančio plieno flanšus, vadinamas liejimo metodu. Privalumai yra šie: tiksli ruošinio forma ir dydis, mažas apdirbimo tūris, maža kaina, o formą galima reguliuoti pagal klientų poreikius, kad būtų pagamintos sudėtingesnės formos. Trūkumai: liejimo defektai (poros, įtrūkimai, intarpai), prasta supaprastinta vidinė liejinio struktūra, prasta šlyties ir tempimo jėga. Žinoma, yra ir aukštesnio liejimo nerūdijančio plieno flanšų procesų, kurie gali sumažinti tokius trūkumus. Pavyzdžiui, išcentriniai nerūdijančio plieno flanšai yra nerūdijančio plieno jungių tipas. Išcentrinis metodas yra tikslus liejimo būdas nerūdijančio plieno flanšams gaminti. Tokiu būdu išlieti nerūdijančio plieno flanšai yra daug smulkesni už įprastus liejimo smėliu preparatus, gerokai pagerėjo jų kokybė, mažiau kyla tokių problemų kaip poros, įtrūkimai ir trachoma.Toliau pateikiamas išsamus nerūdijančio plieno flanšų išcentrinio liejimo paaiškinimas.

(2) Kaltas nerūdijančio plieno flanšas
Kaltiniai nerūdijančio plieno flanšai paprastai turi mažesnį anglies kiekį nei išlieti nerūdijančio plieno flanšai ir yra mažiau linkę rūdyti. Kaltiniai turi gerus srautus ir tankesnę struktūrą. Jų mechaninės savybės yra geresnės nei lietų nerūdijančio plieno flanšų ir jie gali atlaikyti didesnes šlyties jėgas ir įtempimus. Pratęsimas.
Įprasti kaltiniai nerūdijančio plieno flanšai yra kalti ir kalti.
Kaltinis flanšas yra flanšas, suformuotas karštai apdorojant metalines medžiagas ir po to plakant. Pagrindinis šio proceso bruožas yra naudoti aukštą temperatūrą ir aukštą slėgį, siekiant palaipsniui deformuoti metalinę medžiagą, kad būtų optimizuota jo forma ir veikimas.
Skirtumas tarp kaltinio flanšo ir kaltinio flanšo yra tas, kad metalinėms medžiagoms formuoti naudojama mechaninė operacija – metalo apdirbimo procesas panašus į kaltinio flanšo procesą. Šis procesas yra susijęs su kalimo deformacija, o ne su rankiniu kalimu.
Toliau pateikiamas išsamus kaltinių nerūdijančio plieno flanšų ir kaltinių nerūdijančio plieno flanšų paaiškinimas.

(3) Nupjaukite nerūdijančio plieno flanšą
Tiesiogiai išpjaukite flanšo vidinio ir išorinio skersmens ir storio diskus ant nerūdijančio plieno vidutinės plokštės, tada apdorokite varžtų skyles ir vandens linijas. Iškirptų ir pagamintų nerūdijančio plieno flanšų dydis paprastai neviršija DN150. Jei dydis viršija DN150, kaina žymiai padidės.
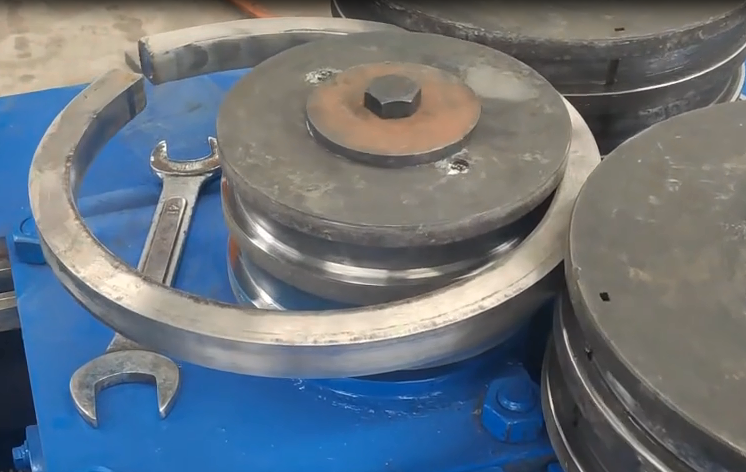
(4) Valcuotas nerūdijančio plieno flanšas
Nerūdijančio plieno vidutinių plokščių pjaustymo į juosteles ir sukimo į apskritimus procesas dažniausiai naudojamas kai kurių didelių nerūdijančio plieno flanšų gamyboje. Po sėkmingo valcavimo jis suvirinamas, tada išlyginamas, o tada apdorojama vaterlinija ir varžtų skylės. Kadangi žaliava yra vidutinė plokštė, tankis yra geras. Suvirinimo procesas ties valcuoto flanšo sąsaja yra svarbiausias prioritetas, todėl būtina atlikti rentgeno arba ultragarso filmų patikrą.