ਸਟੇਨਲੈਸ ਸਟੀਲ ਫਲੈਂਜਾਂ ਲਈ ਉਤਪਾਦਨ ਦੀਆਂ ਪ੍ਰਕਿਰਿਆਵਾਂ ਦੀਆਂ ਕਿਸਮਾਂ
ਪਾਈਪਲਾਈਨਾਂ ਅਤੇ ਉਪਕਰਣਾਂ ਨੂੰ ਜੋੜਨ ਲਈ ਸਟੀਲ ਫਲੈਂਜ ਇੱਕ ਮਹੱਤਵਪੂਰਨ ਹਿੱਸਾ ਹੈ। ਇਸ ਵਿੱਚ ਉੱਚ ਤਾਪਮਾਨ ਪ੍ਰਤੀਰੋਧ, ਖੋਰ ਪ੍ਰਤੀਰੋਧ ਅਤੇ ਚੰਗੀ ਸੀਲਿੰਗ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਹਨ. ਆਮ ਸਟੀਲ ਫਲੇਂਜ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆਵਾਂ ਨੂੰ ਮੁੱਖ ਤੌਰ 'ਤੇ ਚਾਰ ਕਿਸਮਾਂ ਵਿੱਚ ਵੰਡਿਆ ਜਾਂਦਾ ਹੈ: ਫੋਰਜਿੰਗ, ਕਾਸਟਿੰਗ, ਕੱਟਣਾ ਅਤੇ ਰੋਲਿੰਗ।
(1) ਕਾਸਟ ਸਟੇਨਲੈਸ ਸਟੀਲ ਫਲੈਂਜ
ਪਿਘਲੇ ਹੋਏ ਸਟੀਲ ਨੂੰ ਸਟੇਨਲੈਸ ਸਟੀਲ ਫਲੈਂਜਾਂ ਨੂੰ ਕਾਸਟ ਕਰਨ ਲਈ ਉੱਲੀ ਵਿੱਚ ਟੀਕੇ ਲਗਾਉਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਕਾਸਟਿੰਗ ਵਿਧੀ ਕਿਹਾ ਜਾਂਦਾ ਹੈ। ਫਾਇਦੇ ਹਨ: ਖਾਲੀ ਦੀ ਸਹੀ ਸ਼ਕਲ ਅਤੇ ਆਕਾਰ, ਛੋਟੀ ਪ੍ਰੋਸੈਸਿੰਗ ਵਾਲੀਅਮ, ਘੱਟ ਲਾਗਤ, ਅਤੇ ਉੱਲੀ ਨੂੰ ਵਧੇਰੇ ਗੁੰਝਲਦਾਰ ਆਕਾਰ ਪੈਦਾ ਕਰਨ ਲਈ ਗਾਹਕ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਦੇ ਅਨੁਸਾਰ ਐਡਜਸਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ. ਨੁਕਸਾਨ: ਕਾਸਟਿੰਗ ਦੇ ਨੁਕਸ (ਪੋਰ, ਚੀਰ, ਸਮਾਵੇਸ਼), ਕਾਸਟਿੰਗ ਦੀ ਮਾੜੀ ਸੁਚਾਰੂ ਅੰਦਰੂਨੀ ਬਣਤਰ, ਮਾੜੀ ਸ਼ੀਅਰ ਫੋਰਸ ਅਤੇ ਟੈਂਸਿਲ ਫੋਰਸ। ਬੇਸ਼ੱਕ, ਉੱਚ ਕਾਸਟ ਸਟੈਨਲੇਲ ਸਟੀਲ ਫਲੈਂਜ ਪ੍ਰਕਿਰਿਆਵਾਂ ਵੀ ਹਨ ਜੋ ਅਜਿਹੀਆਂ ਕਮੀਆਂ ਨੂੰ ਘਟਾ ਸਕਦੀਆਂ ਹਨ। ਉਦਾਹਰਨ ਲਈ, ਸੈਂਟਰੀਫਿਊਗਲ ਸਟੇਨਲੈਸ ਸਟੀਲ ਫਲੈਂਜ ਇੱਕ ਕਿਸਮ ਦੇ ਕਾਸਟ ਸਟੇਨਲੈੱਸ ਸਟੀਲ ਫਲੈਂਜ ਹਨ। ਸਟੇਨਲੈਸ ਸਟੀਲ ਫਲੈਂਜਾਂ ਨੂੰ ਬਣਾਉਣ ਲਈ ਸੈਂਟਰਿਫਿਊਗਲ ਵਿਧੀ ਇੱਕ ਸਟੀਕ ਕਾਸਟਿੰਗ ਵਿਧੀ ਹੈ। ਇਸ ਤਰੀਕੇ ਨਾਲ ਸਟੇਨਲੈੱਸ ਸਟੀਲ ਦੀਆਂ ਫਲੈਂਜਾਂ ਸਧਾਰਣ ਰੇਤ ਕਾਸਟਿੰਗ ਦੀਆਂ ਤਿਆਰੀਆਂ ਨਾਲੋਂ ਬਹੁਤ ਵਧੀਆ ਹੁੰਦੀਆਂ ਹਨ, ਗੁਣਵੱਤਾ ਵਿੱਚ ਬਹੁਤ ਸੁਧਾਰ ਹੁੰਦਾ ਹੈ, ਅਤੇ ਇਹ ਪੋਰਸ, ਚੀਰ ਅਤੇ ਟ੍ਰੈਕੋਮਾ ਵਰਗੀਆਂ ਸਮੱਸਿਆਵਾਂ ਦਾ ਘੱਟ ਖ਼ਤਰਾ ਹੁੰਦਾ ਹੈ।ਹੇਠਾਂ ਸਟੇਨਲੈੱਸ ਸਟੀਲ ਫਲੈਂਜਾਂ ਦੀ ਸੈਂਟਰਿਫਿਊਗਲ ਕਾਸਟਿੰਗ ਦੀ ਵਿਸਤ੍ਰਿਤ ਵਿਆਖਿਆ ਹੈ।

(2) ਜਾਅਲੀ ਸਟੀਲ ਫਲੇਂਜ
ਜਾਅਲੀ ਸਟੇਨਲੈਸ ਸਟੀਲ ਫਲੈਂਜਾਂ ਵਿੱਚ ਆਮ ਤੌਰ 'ਤੇ ਕਾਸਟ ਸਟੇਨਲੈਸ ਸਟੀਲ ਫਲੈਂਜਾਂ ਨਾਲੋਂ ਘੱਟ ਕਾਰਬਨ ਸਮੱਗਰੀ ਹੁੰਦੀ ਹੈ ਅਤੇ ਜੰਗਾਲ ਲੱਗਣ ਦੀ ਸੰਭਾਵਨਾ ਘੱਟ ਹੁੰਦੀ ਹੈ। ਫੋਰਜਿੰਗਜ਼ ਵਿੱਚ ਚੰਗੀ ਸਟ੍ਰੀਮਲਾਈਨ ਅਤੇ ਇੱਕ ਸੰਘਣੀ ਬਣਤਰ ਹੁੰਦੀ ਹੈ। ਉਹਨਾਂ ਦੀਆਂ ਮਕੈਨੀਕਲ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਕਾਸਟ ਸਟੇਨਲੈਸ ਸਟੀਲ ਫਲੈਂਜਾਂ ਨਾਲੋਂ ਬਿਹਤਰ ਹਨ ਅਤੇ ਉਹ ਉੱਚ ਸ਼ੀਅਰ ਬਲਾਂ ਅਤੇ ਤਣਾਅ ਦਾ ਸਾਮ੍ਹਣਾ ਕਰ ਸਕਦੀਆਂ ਹਨ। ਐਕਸਟੈਂਸ਼ਨ।
ਆਮ ਜਾਅਲੀ ਸਟੇਨਲੈਸ ਸਟੀਲ ਦੇ ਫਲੈਂਜ ਜਾਅਲੀ ਅਤੇ ਜਾਅਲੀ ਹਨ।
ਜਾਅਲੀ ਫਲੈਂਜ ਧਾਤ ਦੀਆਂ ਸਮੱਗਰੀਆਂ ਦੀ ਗਰਮ ਪ੍ਰੋਸੈਸਿੰਗ ਅਤੇ ਫਿਰ ਕੁੱਟਣ ਦੁਆਰਾ ਬਣਾਈ ਗਈ ਇੱਕ ਫਲੈਂਜ ਹੈ। ਇਸ ਪ੍ਰਕਿਰਿਆ ਦੀ ਮੁੱਖ ਵਿਸ਼ੇਸ਼ਤਾ ਧਾਤ ਦੀ ਸਮੱਗਰੀ ਨੂੰ ਹੌਲੀ-ਹੌਲੀ ਵਿਗਾੜਨ ਲਈ ਉੱਚ ਤਾਪਮਾਨ ਅਤੇ ਉੱਚ ਦਬਾਅ ਦੀ ਵਰਤੋਂ ਕਰਨਾ ਹੈ ਤਾਂ ਜੋ ਇਸਦੀ ਸ਼ਕਲ ਅਤੇ ਪ੍ਰਦਰਸ਼ਨ ਨੂੰ ਅਨੁਕੂਲ ਬਣਾਇਆ ਜਾ ਸਕੇ।
ਜਾਅਲੀ ਫਲੈਂਜ ਅਤੇ ਜਾਅਲੀ ਫਲੈਂਜ ਵਿਚਕਾਰ ਅੰਤਰ ਇਹ ਹੈ ਕਿ ਇਹ ਧਾਤ ਦੀਆਂ ਸਮੱਗਰੀਆਂ ਨੂੰ ਮੋਲਡ ਕਰਨ ਲਈ ਮਕੈਨੀਕਲ ਕਾਰਵਾਈ ਦੀ ਵਰਤੋਂ ਕਰਦਾ ਹੈ, ਜਾਅਲੀ ਫਲੈਂਜ ਦੇ ਸਮਾਨ ਇੱਕ ਧਾਤ ਦੀ ਪ੍ਰੋਸੈਸਿੰਗ ਪ੍ਰਕਿਰਿਆ। ਇਹ ਪ੍ਰਕਿਰਿਆ ਮੈਨੂਅਲ ਫੋਰਜਿੰਗ ਦੀ ਬਜਾਏ ਫੋਰਜਿੰਗ ਵਿਗਾੜ ਨਾਲ ਸਬੰਧਤ ਹੈ।
ਹੇਠਾਂ ਜਾਅਲੀ ਸਟੇਨਲੈਸ ਸਟੀਲ ਫਲੈਂਜਾਂ ਅਤੇ ਜਾਅਲੀ ਸਟੇਨਲੈਸ ਸਟੀਲ ਫਲੈਂਜਾਂ ਦੀ ਵਿਸਤ੍ਰਿਤ ਵਿਆਖਿਆ ਹੈ।

(3) ਸਟੇਨਲੈੱਸ ਸਟੀਲ ਫਲੈਂਜ ਕੱਟੋ
ਸਟੀਲ ਦੇ ਮੱਧਮ ਪਲੇਟ 'ਤੇ ਫਲੈਂਜ ਦੇ ਅੰਦਰੂਨੀ ਅਤੇ ਬਾਹਰੀ ਵਿਆਸ ਅਤੇ ਮੋਟਾਈ ਦੀਆਂ ਡਿਸਕਾਂ ਨੂੰ ਸਿੱਧਾ ਕੱਟੋ, ਅਤੇ ਫਿਰ ਬੋਲਟ ਦੇ ਛੇਕ ਅਤੇ ਪਾਣੀ ਦੀਆਂ ਲਾਈਨਾਂ 'ਤੇ ਪ੍ਰਕਿਰਿਆ ਕਰੋ। ਸਟੇਨਲੈਸ ਸਟੀਲ ਫਲੈਂਜਾਂ ਦਾ ਆਕਾਰ ਆਮ ਤੌਰ 'ਤੇ ਕੱਟਿਆ ਅਤੇ ਪੈਦਾ ਕੀਤਾ ਜਾਂਦਾ ਹੈ DN150 ਤੋਂ ਵੱਧ ਨਹੀਂ ਹੁੰਦਾ. ਜੇਕਰ ਆਕਾਰ DN150 ਤੋਂ ਵੱਧ ਹੈ, ਤਾਂ ਲਾਗਤ ਕਾਫ਼ੀ ਵਧ ਜਾਵੇਗੀ।
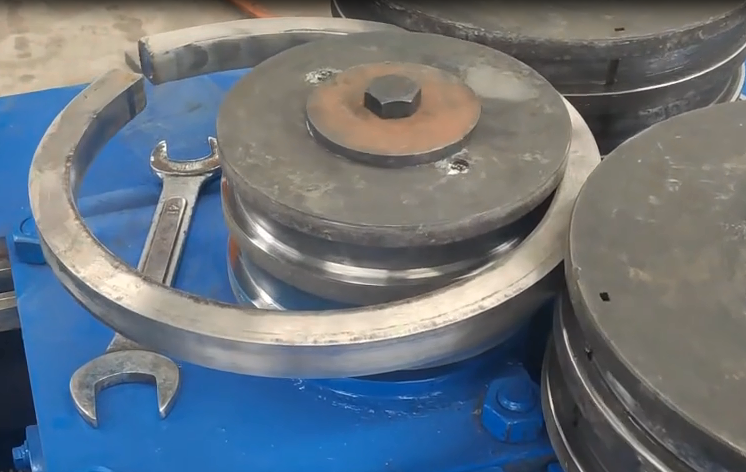
(4) ਰੋਲਡ ਸਟੈਨਲੇਲ ਸਟੀਲ ਫਲੈਂਜ
ਸਟੇਨਲੈਸ ਸਟੀਲ ਦੀਆਂ ਮੱਧਮ ਪਲੇਟਾਂ ਨੂੰ ਪੱਟੀਆਂ ਵਿੱਚ ਕੱਟਣ ਅਤੇ ਫਿਰ ਉਹਨਾਂ ਨੂੰ ਚੱਕਰਾਂ ਵਿੱਚ ਰੋਲ ਕਰਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਜਿਆਦਾਤਰ ਕੁਝ ਵੱਡੇ ਸਟੇਨਲੈਸ ਸਟੀਲ ਫਲੈਂਜਾਂ ਦੇ ਉਤਪਾਦਨ ਵਿੱਚ ਵਰਤੀ ਜਾਂਦੀ ਹੈ। ਸਫਲ ਰੋਲਿੰਗ ਤੋਂ ਬਾਅਦ, ਇਸ ਨੂੰ ਵੇਲਡ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਫਿਰ ਫਲੈਟ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਫਿਰ ਵਾਟਰਲਾਈਨ ਅਤੇ ਬੋਲਟ ਹੋਲ ਦੀ ਪ੍ਰਕਿਰਿਆ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। ਕਿਉਂਕਿ ਕੱਚਾ ਮਾਲ ਮੱਧਮ ਪਲੇਟ ਹੈ, ਘਣਤਾ ਚੰਗੀ ਹੈ. ਰੋਲਡ ਫਲੈਂਜ ਦੇ ਇੰਟਰਫੇਸ 'ਤੇ ਵੈਲਡਿੰਗ ਪ੍ਰਕਿਰਿਆ ਇੱਕ ਪ੍ਰਮੁੱਖ ਤਰਜੀਹ ਹੈ, ਅਤੇ ਐਕਸ-ਰੇ ਜਾਂ ਅਲਟਰਾਸੋਨਿਕ ਫਿਲਮ ਨਿਰੀਖਣ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ.