Врсте производних процеса за прирубнице од нерђајућег челика
Прирубница од нерђајућег челика је важна компонента за повезивање цевовода и опреме. Има карактеристике отпорности на високе температуре, отпорности на корозију и доброг заптивања. Уобичајени процеси производње прирубница од нерђајућег челика су углавном подељени у четири типа: ковање, ливење, сечење и ваљање.
(1) Прирубница од ливеног нерђајућег челика
Процес убризгавања растопљеног челика у калуп за ливење прирубница од нерђајућег челика назива се метода ливења. Предности су: тачан облик и величина бланка, мали обим обраде, ниска цена, а калуп се може подесити према потребама купаца за производњу сложенијих облика. Недостаци: Дефекти ливења (поре, пукотине, инклузије), лоша аеродинамична унутрашња структура одливака, слаба сила смицања и затезна сила. Наравно, постоје и процеси прирубница од више ливеног нерђајућег челика који могу смањити такве недостатке. На пример, центрифугалне прирубнице од нерђајућег челика су врста прирубница од ливеног нерђајућег челика. Центрифугална метода је прецизна метода ливења за производњу прирубница од нерђајућег челика. Овако ливене прирубнице од нерђајућег челика су много финије од обичних препарата за ливење у песак, квалитет је знатно побољшан, а мање су подложни проблемима као што су поре, пукотине и трахом.У наставку следи детаљно објашњење центрифугалног ливења прирубница од нерђајућег челика.

(2) Кована прирубница од нерђајућег челика
Прирубнице од кованог нерђајућег челика генерално имају нижи садржај угљеника од прирубница од ливеног нерђајућег челика и мања је вероватноћа да ће рђати. Отковци имају добре струјне линије и гушћу структуру. Њихова механичка својства су боља од прирубница од ливеног нерђајућег челика и могу издржати веће силе смицања и напетости. Продужетак.
Уобичајене коване прирубнице од нерђајућег челика су коване и коване.
Кована прирубница је прирубница формирана топлом обрадом металних материјала, а затим ударцем. Главна карактеристика овог процеса је коришћење високе температуре и високог притиска за постепено деформисање металног материјала тако да се његов облик и перформансе оптимизују.
Разлика између коване прирубнице и коване прирубнице је у томе што користи механичку операцију за обликовање металних материјала, процес обраде метала сличан оном код коване прирубнице. Овај процес је везан за деформацију ковања, а не за ручно ковање.
Следеће је детаљно објашњење кованих прирубница од нерђајућег челика и прирубница од кованог нерђајућег челика.

(3) Изрежите прирубницу од нерђајућег челика
Директно изрежите дискове унутрашњег и спољашњег пречника и дебљине прирубнице на средњој плочи од нерђајућег челика, а затим обрадите рупе за вијке и водене линије. Величина исечених и произведених прирубница од нерђајућег челика углавном не прелази ДН150. Ако величина прелази ДН150, трошак ће се значајно повећати.
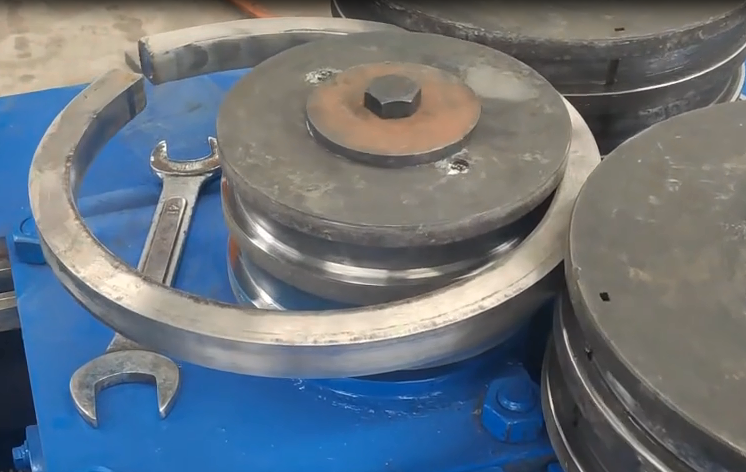
(4) Прирубница од ваљаног нерђајућег челика
Процес сечења средњих плоча од нерђајућег челика у траке и затим их ваљање у кругове углавном се користи у производњи неких великих прирубница од нерђајућег челика. Након успешног ваљања, заварује се, затим изравнава, а затим се обрађују водена линија и рупе за вијке. Пошто је сировина средња плоча, густина је добра. Процес заваривања на интерфејсу ваљане прирубнице је главни приоритет и потребна је рендгенска или ултразвучна инспекција филма.