స్టెయిన్లెస్ స్టీల్ అంచుల కోసం ఉత్పత్తి ప్రక్రియల రకాలు
పైప్లైన్లు మరియు పరికరాలను కనెక్ట్ చేయడానికి స్టెయిన్లెస్ స్టీల్ ఫ్లాంజ్ ఒక ముఖ్యమైన భాగం. ఇది అధిక ఉష్ణోగ్రత నిరోధకత, తుప్పు నిరోధకత మరియు మంచి సీలింగ్ లక్షణాలను కలిగి ఉంటుంది. సాధారణ స్టెయిన్లెస్ స్టీల్ ఫ్లాంజ్ ఉత్పత్తి ప్రక్రియలు ప్రధానంగా నాలుగు రకాలుగా విభజించబడ్డాయి: ఫోర్జింగ్, కాస్టింగ్, కటింగ్ మరియు రోలింగ్.
(1) తారాగణం స్టెయిన్లెస్ స్టీల్ ఫ్లాంజ్
స్టెయిన్లెస్ స్టీల్ ఫ్లాంజ్లను వేయడానికి కరిగిన ఉక్కును అచ్చులోకి ఇంజెక్ట్ చేసే ప్రక్రియను కాస్టింగ్ పద్ధతి అంటారు. ప్రయోజనాలు: ఖచ్చితమైన ఆకారం మరియు ఖాళీ పరిమాణం, చిన్న ప్రాసెసింగ్ వాల్యూమ్, తక్కువ ధర, మరియు మరింత క్లిష్టమైన ఆకృతులను ఉత్పత్తి చేయడానికి కస్టమర్ అవసరాలకు అనుగుణంగా అచ్చును సర్దుబాటు చేయవచ్చు. ప్రతికూలతలు: కాస్టింగ్ లోపాలు (రంధ్రాలు, పగుళ్లు, చేరికలు), కాస్టింగ్ యొక్క పేలవమైన స్ట్రీమ్లైన్డ్ అంతర్గత నిర్మాణం, పేలవమైన కోత శక్తి మరియు తన్యత శక్తి. వాస్తవానికి, అటువంటి లోపాలను తగ్గించగల అధిక తారాగణం స్టెయిన్లెస్ స్టీల్ ఫ్లాంజ్ ప్రక్రియలు కూడా ఉన్నాయి. ఉదాహరణకు, సెంట్రిఫ్యూగల్ స్టెయిన్లెస్ స్టీల్ అంచులు ఒక రకమైన తారాగణం స్టెయిన్లెస్ స్టీల్ అంచులు. సెంట్రిఫ్యూగల్ పద్ధతి అనేది స్టెయిన్లెస్ స్టీల్ అంచులను ఉత్పత్తి చేయడానికి ఒక ఖచ్చితమైన కాస్టింగ్ పద్ధతి. ఈ విధంగా వేసిన స్టెయిన్లెస్ స్టీల్ ఫ్లేంజ్లు సాధారణ ఇసుక కాస్టింగ్ సన్నాహాల కంటే చాలా చక్కగా ఉంటాయి, నాణ్యత చాలా మెరుగుపడింది మరియు ఇది రంధ్రాలు, పగుళ్లు మరియు ట్రాకోమా వంటి సమస్యలకు తక్కువ అవకాశం ఉంది.కిందిది స్టెయిన్లెస్ స్టీల్ ఫ్లాంజ్ల సెంట్రిఫ్యూగల్ కాస్టింగ్ యొక్క వివరణాత్మక వివరణ.

(2) నకిలీ స్టెయిన్లెస్ స్టీల్ ఫ్లాంజ్
నకిలీ స్టెయిన్లెస్ స్టీల్ అంచులు సాధారణంగా కాస్ట్ స్టెయిన్లెస్ స్టీల్ అంచుల కంటే తక్కువ కార్బన్ కంటెంట్ను కలిగి ఉంటాయి మరియు తుప్పు పట్టే అవకాశం తక్కువ. ఫోర్జింగ్లు మంచి స్ట్రీమ్లైన్లు మరియు దట్టమైన నిర్మాణాన్ని కలిగి ఉంటాయి. వాటి యాంత్రిక లక్షణాలు తారాగణం స్టెయిన్లెస్ స్టీల్ అంచుల కంటే మెరుగ్గా ఉంటాయి మరియు అవి అధిక కోత శక్తులు మరియు ఉద్రిక్తతలను తట్టుకోగలవు. పొడిగింపు.
సాధారణ నకిలీ స్టెయిన్లెస్ స్టీల్ అంచులు నకిలీ మరియు నకిలీ చేయబడ్డాయి.
ఫోర్జ్డ్ ఫ్లాంజ్ అనేది లోహ పదార్థాలను వేడిగా ప్రాసెస్ చేసి, ఆపై కొట్టడం ద్వారా ఏర్పడిన ఫ్లాంజ్. ఈ ప్రక్రియ యొక్క ప్రధాన లక్షణం ఏమిటంటే, మెటల్ పదార్థాన్ని క్రమంగా వైకల్యం చేయడానికి అధిక ఉష్ణోగ్రత మరియు అధిక పీడనాన్ని ఉపయోగించడం, తద్వారా దాని ఆకారం మరియు పనితీరు ఆప్టిమైజ్ చేయబడతాయి.
నకిలీ అంచు మరియు నకిలీ అంచుల మధ్య వ్యత్యాసం ఏమిటంటే, ఇది లోహ పదార్థాలను అచ్చు వేయడానికి యాంత్రిక ఆపరేషన్ను ఉపయోగిస్తుంది, ఇది నకిలీ ఫ్లాంజ్ మాదిరిగానే మెటల్ ప్రాసెసింగ్ ప్రక్రియ. ఈ ప్రక్రియ మాన్యువల్ ఫోర్జింగ్ కంటే ఫోర్జింగ్ డిఫార్మేషన్కు సంబంధించినది.
నకిలీ స్టెయిన్లెస్ స్టీల్ అంచులు మరియు నకిలీ స్టెయిన్లెస్ స్టీల్ అంచుల యొక్క వివరణాత్మక వివరణ క్రిందిది.

(3) స్టెయిన్లెస్ స్టీల్ ఫ్లాంజ్ను కత్తిరించండి
స్టెయిన్లెస్ స్టీల్ మీడియం ప్లేట్పై ఫ్లాంజ్ లోపలి మరియు బయటి వ్యాసం మరియు మందం డిస్క్లను నేరుగా కత్తిరించండి, ఆపై బోల్ట్ రంధ్రాలు మరియు నీటి లైన్లను ప్రాసెస్ చేయండి. స్టెయిన్లెస్ స్టీల్ అంచుల పరిమాణం కత్తిరించి ఉత్పత్తి చేయబడినది సాధారణంగా DN150ని మించదు. పరిమాణం DN150 మించి ఉంటే, ఖర్చు గణనీయంగా పెరుగుతుంది.
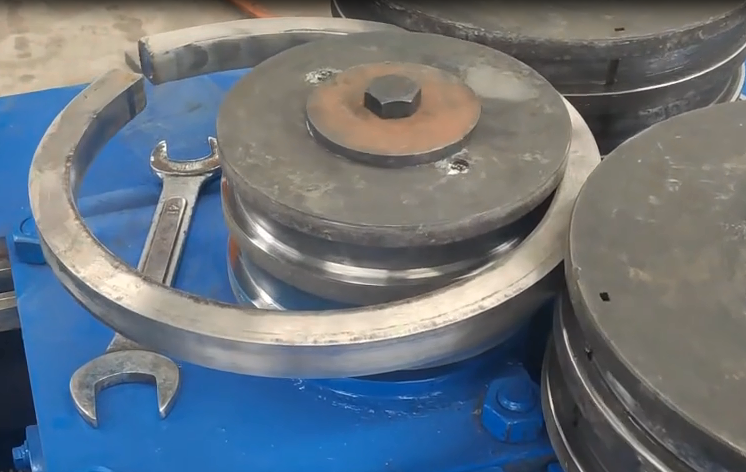
(4) రోల్డ్ స్టెయిన్లెస్ స్టీల్ ఫ్లాంజ్
స్టెయిన్లెస్ స్టీల్ మీడియం ప్లేట్లను స్ట్రిప్స్గా కట్ చేసి, ఆపై వాటిని వృత్తాలుగా చుట్టే ప్రక్రియ కొన్ని పెద్ద స్టెయిన్లెస్ స్టీల్ ఫ్లాంజ్ల ఉత్పత్తిలో ఎక్కువగా ఉపయోగించబడుతుంది. విజయవంతమైన రోలింగ్ తర్వాత, అది వెల్డింగ్ చేయబడుతుంది, తరువాత చదును చేయబడుతుంది, ఆపై వాటర్లైన్ మరియు బోల్ట్ రంధ్రాలు ప్రాసెస్ చేయబడతాయి. ముడి పదార్థం మీడియం ప్లేట్ అయినందున, సాంద్రత మంచిది. చుట్టిన అంచు యొక్క ఇంటర్ఫేస్లో వెల్డింగ్ ప్రక్రియ అత్యంత ప్రాధాన్యతనిస్తుంది మరియు X- రే లేదా అల్ట్రాసోనిక్ ఫిల్మ్ తనిఖీ అవసరం.