Дат басмаган корыч фланглар өчен җитештерү процесслары төрләре
Датсыз корыч фланг - торба һәм җиһазларны тоташтыру өчен мөһим компонент. Ул югары температурага каршы тору, коррозиягә каршы тору һәм яхшы мөһерләү үзенчәлекләренә ия. Гомуми дат басмас корыч фланг җитештерү процессы, нигездә, дүрт төргә бүленә: ясау, кастинг, кисү һәм әйләндерү.
(1) Дат басмас корыч фланг
Датланмаган корыч флангларны ыргыту өчен эретелгән корычны формага салу процессы кастинг ысулы дип атала. Өстенлекләр: бушның төгәл формасы һәм зурлыгы, кечкенә эшкәртү күләме, аз бәя, һәм форма клиентның катлаулырак формалар чыгару ихтыяҗы буенча көйләнергә мөмкин. Кимчелекләр: кастинг җитешсезлекләре (тишекләр, ярыклар, кертүләр), кастингның начар тәртипкә китерелгән эчке структурасы, начар кыру көче һәм киеренке көч. Әлбәттә, мондый кимчелекләрне киметә алырлык югарырак дат басмас корыч фланг процесслары бар. Мәсәлән, центрифугаль дат басмас корыч фланглар - пассажир корыч флангларның бер төре. Centентрифуга ысулы - пасовкасыз корыч фланглар җитештерү өчен төгәл кастинг ысулы. Бу рәвешчә пасовкасыз корыч фланглар гади ком ташлау препаратларына караганда күпкә яхшырак, сыйфаты күпкә яхшыра, һәм ул тишек, ярык, трахома кебек проблемаларга азрак бирелә.Түбәндә тотрыксыз корыч флангларның центрифугаль кастингының җентекле аңлатмасы.

(2) Датланмаган корыч фланг
Ялган дат басмас корыч фланглар, гадәттә, пассажир корыч флангларына караганда түбән углеродка ия, һәм дат булу ихтималы аз. Кичерүләр яхшы сызыкларга һәм тыгызрак структурага ия. Аларның механик үзлекләре пасовкасыз корыч флангларныкыннан яхшырак һәм алар югарырак кыру көчләренә һәм киеренкелеккә каршы тора алалар. Киңәйтү.
Гомуми ясалган дат басмас корыч фланглар ясалган һәм ясалган.
Ялган фланг - металл материалларны кайнар эшкәртү, аннары кыйнау. Бу процессның төп үзенчәлеге - металл материалны әкренләп деформацияләү өчен, югары форма һәм югары басым куллану, аның формасы һәм эшләнеше оптимальләштерелә.
Ялган фланг белән ясалган фланг арасындагы аерма шунда: ул металл материалларны формалаштыру өчен механик операция куллана, металл эшкәртү процессы ясалган флангныкына охшаган. Бу процесс кул белән ясалу түгел, ә деформация ясау белән бәйле.
Түбәндә ясалган дат басмаган корыч флангларның һәм ясалган дат басмас корыч флангларның җентекле аңлатмасы.

(3) Дат басмас корыч флангны кисегез
Датланмаган корыч урта тәлинкәдә флангның эчке һәм тышкы диаметрын һәм калынлык дискларын турыдан-туры кисегез, аннары болт тишекләрен һәм су линияләрен эшкәртегез. Датсыз корыч флангларның киселгән һәм җитештерелгән күләме DN150-тан артмый. Әгәр дә зурлыгы DN150-дән артса, бәясе сизелерлек артачак.
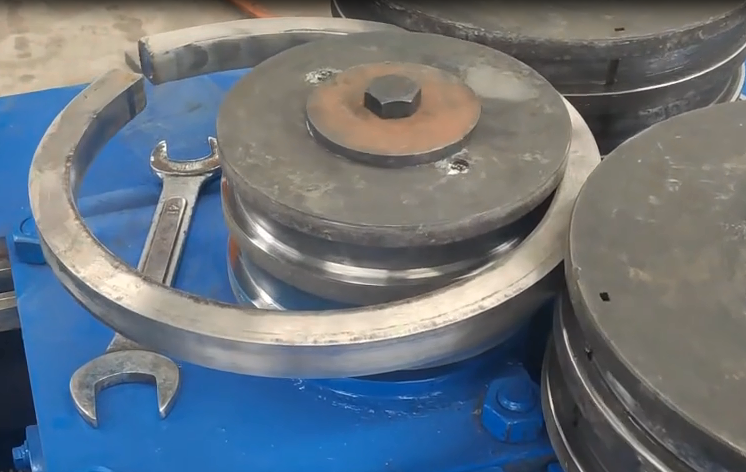
(4) Датланмаган корыч фланг
Дат басмас корыч урта тәлинкәләрне полосаларга кисеп, аннары аларны түгәрәкләргә әйләндерү процессы күбесенчә зур дат басмас корыч фланглар җитештерүдә кулланыла. Уңышлы әйләндереп алынганнан соң, ул эретеп ябыштыралар, аннары тигезләнәләр, аннары суүткәргеч һәм болт тишекләре эшкәртелә. Чимал урта тәлинкә булганлыктан, тыгызлыгы яхшы. Түгәрәк фланг интерфейсындагы эретеп ябыштыру процессы төп өстенлек булып тора, һәм рентген яки УЗИ пленкасын тикшерү кирәк.