Các loại quy trình sản xuất mặt bích thép không gỉ
Mặt bích inox là thành phần quan trọng để kết nối đường ống và thiết bị. Nó có đặc tính chịu nhiệt độ cao, chống ăn mòn và niêm phong tốt. Quy trình sản xuất mặt bích thép không gỉ thông thường chủ yếu được chia thành bốn loại: rèn, đúc, cắt và cán.
(1) Mặt bích bằng thép không gỉ đúc
Quá trình bơm thép nóng chảy vào khuôn để đúc mặt bích inox được gọi là phương pháp đúc. Ưu điểm là: hình dạng và kích thước phôi chính xác, khối lượng xử lý nhỏ, chi phí thấp và khuôn có thể được điều chỉnh theo nhu cầu của khách hàng để tạo ra các hình dạng phức tạp hơn. Nhược điểm: Các khuyết tật của vật đúc (lỗ rỗng, vết nứt, tạp chất), cấu trúc bên trong của vật đúc kém tinh gọn, lực cắt và lực kéo kém. Tất nhiên, cũng có những quy trình sản xuất mặt bích bằng thép không gỉ đúc cao hơn có thể giảm thiểu những thiếu sót đó. Ví dụ, mặt bích thép không gỉ ly tâm là một loại mặt bích thép không gỉ đúc. Phương pháp ly tâm là phương pháp đúc chính xác để sản xuất mặt bích bằng thép không gỉ. Mặt bích bằng thép không gỉ đúc theo cách này mịn hơn nhiều so với chế phẩm đúc cát thông thường, chất lượng được cải thiện hơn nhiều và ít gặp các vấn đề như lỗ chân lông, vết nứt và mắt hột.Sau đây là giải thích chi tiết về quá trình đúc ly tâm của mặt bích bằng thép không gỉ.

(2) Mặt bích thép không gỉ rèn
Mặt bích bằng thép không gỉ rèn thường có hàm lượng carbon thấp hơn mặt bích bằng thép không gỉ đúc và ít bị rỉ sét hơn. Các vật rèn có đường nét tốt và cấu trúc dày đặc hơn. Đặc tính cơ học của chúng tốt hơn so với mặt bích bằng thép không gỉ đúc và chúng có thể chịu được lực cắt và lực căng cao hơn. Sự mở rộng.
Mặt bích thép không gỉ rèn thông thường được rèn và rèn.
Mặt bích rèn là mặt bích được hình thành bằng cách xử lý nóng vật liệu kim loại và sau đó đập. Đặc điểm chính của quá trình này là sử dụng nhiệt độ cao và áp suất cao để làm biến dạng dần dần vật liệu kim loại sao cho hình dạng và hiệu suất của nó được tối ưu hóa.
Sự khác biệt giữa mặt bích rèn và mặt bích rèn là nó sử dụng hoạt động cơ học để đúc vật liệu kim loại, một quy trình xử lý kim loại tương tự như mặt bích rèn. Quá trình này liên quan đến biến dạng rèn hơn là rèn thủ công.
Sau đây là giải thích chi tiết về mặt bích thép không gỉ rèn và mặt bích thép không gỉ rèn.

(3) Cắt mặt bích inox
Trực tiếp cắt các đĩa có đường kính và độ dày bên trong và bên ngoài của mặt bích trên tấm trung bình bằng thép không gỉ, sau đó xử lý các lỗ bu lông và đường nước. Kích thước mặt bích inox được cắt và sản xuất thường không vượt quá DN150. Nếu kích thước vượt quá DN150 thì chi phí sẽ tăng lên đáng kể.
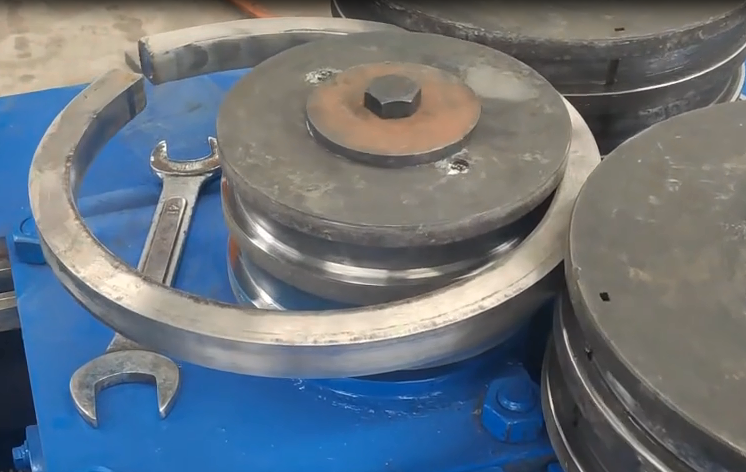
(4) Mặt bích thép không gỉ cán
Quá trình cắt các tấm thép không gỉ trung bình thành dải rồi cuộn thành vòng tròn chủ yếu được sử dụng trong sản xuất một số mặt bích thép không gỉ lớn. Sau khi cán thành công, nó được hàn, sau đó làm phẳng, sau đó xử lý đường nước và lỗ bu lông. Bởi vì nguyên liệu thô là tấm trung bình nên mật độ tốt. Quá trình hàn tại giao diện của mặt bích cuộn là ưu tiên hàng đầu và cần phải kiểm tra bằng tia X hoặc phim siêu âm.